The best technology
The most advanced level of technical power


Automated operation and control
Compact, light-weight design
Faster start-up/shut-down and dilution time
Reduced steam consumption
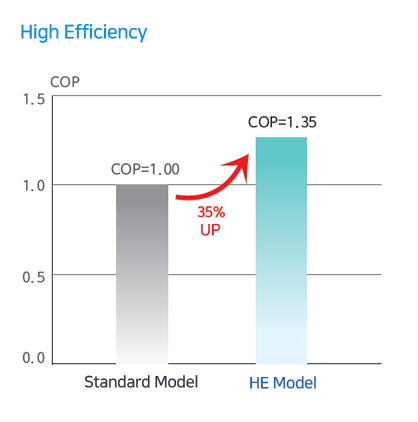
Improvement of fuel efficiency in partial load operation
High reliability
Perfect capacity control
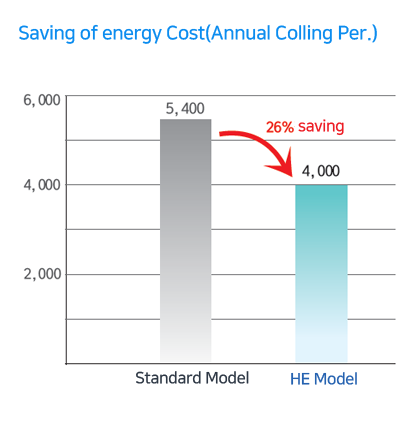
Significant saving of power cost
Employment of special spray nozzles
Intorduction of new extraction system
Automatic anti-crystallization system
Perfect safety protection system
Divisible design